
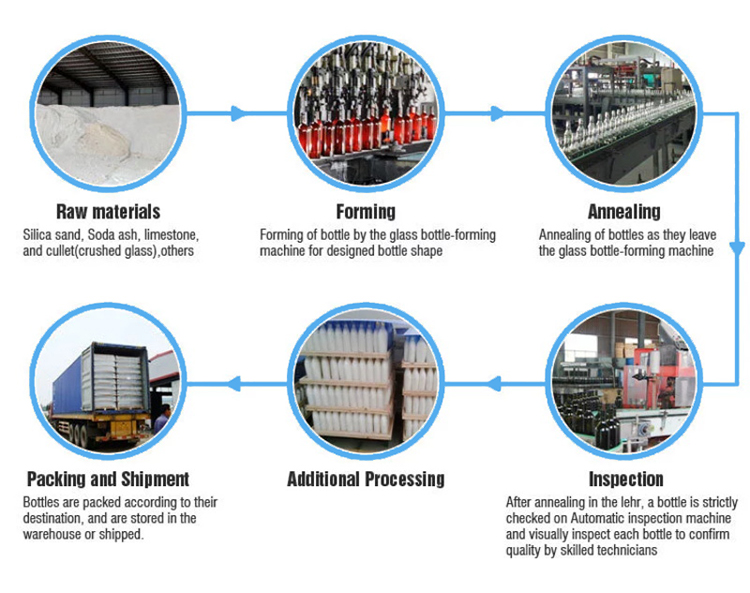
cam kırığı:Cam şişeler ve kavanozlar üç doğal içerikten yapılır: silis kumu, soda nakit ve kireçtaşı.Malzemeler, “kırıntı” adı verilen geri dönüştürülmüş camla karıştırılır.Cam şişe ve kapların ana maddesi kırıntıdır.Küresel olarak, cam ambalajımız ortalama %38 oranında geri dönüştürülmüş cam içerir.Hammaddeler (kuvars kumu, soda külü, kalker, feldispat vb.) kırılır, kurutulacak yaş hammaddeler ve demir içeren hammaddeler cam kalitesini sağlamak için demir giderme işlemine tabi tutulur.
Fırın:Yığın karışımı fırına gider, fırın gaz ve elektrikle yaklaşık 1550 santigrat dereceye kadar ısıtılarak erimiş cam oluşturulur.Fırın haftada yedi gün, günde 24 saat çalışır ve her gün birkaç yüz ton cam işleyebilir.
Arıtıcı:Erimiş cam karışımı fırından çıktığında, esasen ısıyı tutmak için büyük bir taç ile kaplanmış bir tutma havuzu olan bir arıtıcıya akar.Burada erimiş cam yaklaşık 1250 santigrat dereceye kadar soğur ve içeride sıkışan hava kabarcıkları kaçışlarını sağlar.
ön ocak:Erimiş cam daha sonra ön ocağa gider ve bu da besleyiciye girmeden önce cam sıcaklığını eşit bir seviyeye getirir.Son besleyicide, makaslar erimiş camı "parçacıklar" halinde keser ve her damla bir cam şişe veya kavanoz haline gelir.
Şekillendirme Makinesi:Nihai ürün, her bir damla bir dizi kalıba bırakıldığında şekillendirme makinesinin içinde şekil almaya başlar.Sıkıştırılmış hava, damlayı bir cam kap içine şekillendirmek ve genişletmek için kullanılır.Cam, üretim sürecindeki noktada soğumaya devam eder ve yaklaşık 700 santigrat dereceye düşer.
Tavlama:Şekillendirme makinesinden sonra her bir cam şişe veya kavanoz bir tavlama aşamasından geçer.Tavlama gereklidir çünkü kabın dışı, içinden daha hızlı soğur.Tavlama işlemi kabı yeniden ısıtır ve daha sonra stresi serbest bırakmak ve camı güçlendirmek için kademeli olarak soğutulur.Cam kaplar yaklaşık 565 santigrat dereceye kadar ısıtılır ve ardından yavaş yavaş 150 santigrat dereceye kadar soğutulur.Ardından cam şişeler ve kavanozlar, son bir dış kaplama için kod uç kaplayıcıya gider.
Cam Şişe ve Kavanozların İncelenmesi:Her cam şişe ve kavanoz, en yüksek standartları karşıladığından emin olmak için bir dizi denetimden geçirilir.Makinelerin içindeki çok sayıda yüksek çözünürlüklü kamera, her dakika 800'e kadar cam şişeyi tarar.Kameralar farklı açılarda oturur ve çok küçük kusurları yakalayabilir.Muayene süreçlerinin bir diğer kısmı, duvar kalınlığını, mukavemetini ve kabın doğru şekilde kapanıp kapanmadığını test etmek için cam kaplara basınç uygulayan makineleri içerir.Uzmanlar ayrıca kaliteyi sağlamak için rastgele örnekleri manuel ve görsel olarak inceler.


Bir cam şişe veya cam kavanoz muayeneden geçmezse, cam üretim sürecine kırıntı olarak geri döner.Muayeneden geçen konteynerler nakliyeye hazırlanıryiyecek ve içecek üreticilerine,onları dolduran ve daha sonra alışveriş yapanların ve müşterilerin keyfini çıkarması için marketlere, restoranlara, otellere ve diğer perakende satış yerlerine dağıtan.
Cam sonsuz bir şekilde geri dönüştürülebilir ve geri dönüştürülmüş bir cam kap, 30 gün kadar kısa bir sürede geri dönüşüm kutusundan rafı depolamak için gidebilir.Tüketiciler ve restoranlar cam şişelerini ve kavanozlarını geri dönüştürdüklerinde, cam üretim döngüsü yeniden başlar.
Cam şişe, gıda, ilaç ve kimya endüstrisi için ana ambalaj kabıdır.Bir çok avantajı vardır, toksik değildir, tatsızdır, kimyasal stabilitesi iyidir, sızdırmazlığı kolaydır, hava sızdırmazlığı iyidir, şeffaf bir malzemedir ve paketin dışından giysinin gerçek durumuna kadar gözlemlenebilir. .Bu tür paketleme eşyaların depolanmasına yardımcı olur, çok iyi bir depolama performansına sahiptir, Yüzeyi pürüzsüz, dezenfekte ve sterilize edilmesi kolaydır ve ideal paketleme kabıdır.
Hemen hemen hiç rengi olmayan cama renksiz cam denir.Berrak kelimesi yerine renksiz tercih edilen terimdir.Clear farklı bir değeri ifade eder: camın rengi değil şeffaflığı.Berrak kelimesinin doğru kullanımı “şeffaf yeşil şişe” ifadesinde olacaktır.
Akuamarin renkli cam, hem çoğu kumda bulunan doğal olarak oluşan demirin hem de karışıma demir eklenmesinin doğal bir sonucudur.Üreticiler, kumu eritmek için kullanılan alevdeki oksijen miktarını azaltarak veya artırarak daha mavimsi yeşil bir renk veya daha yeşil bir renk üretebilir.
Opak beyaz cama genellikle süt camı, bazen de Opal veya beyaz cam denir.Kalay, çinko oksit, florür, fosfat veya kalsiyum ilavesiyle üretilebilir.
Yeşil cam, demir, krom ve bakır ilavesiyle yapılabilir.Krom oksit, sarımsı yeşil ila zümrüt yeşili üretecektir.Krom (yeşil) ile karıştırılmış kobalt (mavi) kombinasyonları mavi yeşil bir cam üretecektir.
Amber cam, demir ve manganez gibi kumdaki doğal safsızlıklardan üretilir.Amber yapan katkı maddeleri arasında nikel, kükürt ve karbon bulunur.
Mavi cam, kobalt oksit ve bakır gibi maddelerle renklendirilir.
Mor, ametist ve kırmızı, genellikle nikel veya manganez oksitlerin kullanımından kaynaklanan cam renkleridir.
Siyah cam genellikle yüksek demir konsantrasyonlarından yapılır, ancak karbon, demirli bakır ve magnezyum gibi diğer maddeleri içerebilir.
Parti ister şeffaf ister renkli cam olsun, birleştirilen bileşenler parti karışımı olarak bilinir ve bir fırına taşınır ve yaklaşık 1565°C veya 2850°F sıcaklığa kadar ısıtılır.Eritilip birleştirildikten sonra erimiş cam, sıkışan hava kabarcıklarının kaçmasına izin verildiği bir rafineriden geçer ve daha sonra homojen ancak yine de şekillendirilebilir bir sıcaklığa soğutulur.Bir besleyici daha sonra sıvı camı ısıya dayanıklı bir kalıpta tam olarak boyutlandırılmış açıklıklardan sabit bir hızda iter.Makas bıçakları, damlacık adı verilen uzun silindirler oluşturmak için ortaya çıkan erimiş camı tam zamanında keser.Bu damlacıklar, şekillenmeye hazır ayrı parçalardır.İstenilen nihai şekle sahip bir kalıbı doldurmak için onları genişletmek için sıkıştırılmış hava kullanılarak kaplara dönüştürüldüğü bir şekillendirme makinesine girerler.
Gönderim zamanı: Eylül-07-2021